Die Abkantverfahren im Überblick
Die verschiedenen Abkantverfahren und ihre Anwendung in der Blechverarbeitung.
Gesenkbiegen: Präzise Umformung für Blechteile
Das Gesenkbiegen ist eines der führenden Verfahren im Bereich des Abkantens. Hierbei wird eine Kantung oder Biegung mithilfe einer Gesenkbiegepresse realisiert. Die Kantbank, auch als Gesenkbiegepresse bekannt, ermöglicht die präzise Verformung von Blechbauteilen. Während des Prozesses wird das Blech zwischen einer Matritze und einem Stempel positioniert. Der Oberwerkzeug-Stempel presst das Blech in der Matrize, einem V-förmigen Unterwerkzeug, von oben nach unten. Dieses Verfahren ermöglicht die Herstellung einer breiten Palette von Biegungen und Kantungen, die für vielfältige Anwendungen eingesetzt werden können.
Schwenkbiegen: Flexibles Umformen für komplexe Bauteile
Das Schwenkbiegen ist eine alternative Form der Blechumformung im Abkantprozess. Hierbei wird das Blech einseitig zwischen zwei Werkzeugen, der Ober- und Unterwange, eingespannt und auf den gewünschten Winkel gebogen. Diese Methode ermöglicht das Umformen von komplexen Bauteilen, insbesondere von großen, flächigen Werkstücken. Schwenkbiegemaschinen finden sich in verschiedenen Betriebsumgebungen, von traditionellen Werkstätten bis hin zu modernen Fertigungsstraßen. Ein entscheidender Vorteil des Schwenkbiegens liegt in der Möglichkeit, kurze Schenkel zu realisieren. Da eine Seite beim Schwenkbiegen nur eingespannt, jedoch nicht bewegt wird, eignet sich dieses Verfahren besonders für Randumformungen an großflächigen Bauteilen.
Mögliche Stärken und Größen von Laserteilen bei orderspot
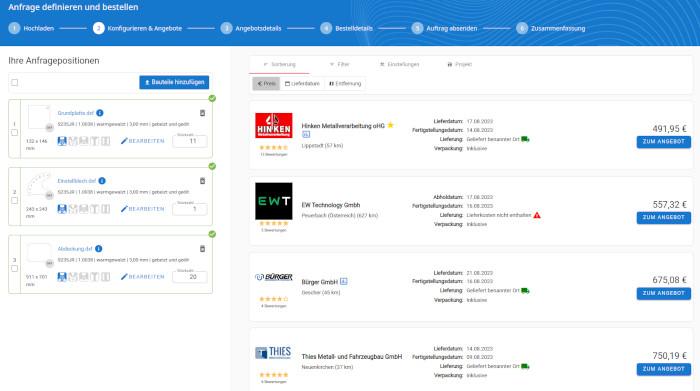
Die registrierten Hersteller haben eine breite Palette von Kantbänken mit denen Sie unterschiedlichen Größen und Stärken von Blechen kanten können. orderspot berückschtigt bei jeder Ihrer Anfragen individuell die Abmessungen der Laserteile und zeigt Ihnen online Angebote der in Frage kommenden Hersteller an.
Kantungen in Bauteilen bis zu 6.000 mm Länge
Die Hersteller decken ein breites Spektrum ab. Sie reichen von kleinen Kantungen bis hin zu 6.000 mm langen Biegungen. Ganz gleich, ob Sie feine Konturen oder großformatige Ergebnisse benötigen – orderspot ist die richtige Lösung, einen Hersteller und Angebote für Sie zu erstellen.
Blechstärken bis 25 mm abkanten
Genau so verhält es sich bei den Blechstärken. Egal, ob dünnes 0,5 mm Blech oder 25 mm Bleche, die vielen Hersteller beherrschen eine Vielzahl von Blechstärken. Für jede Anfrage den oder die passenden Hersteller.
Stetig wachsende Auswahl an Herstellern
Die Auswahl an erstklassigen Herstellern wird auf orderspot kontinuierlich erweitert. Das Ziel ist es, sämtliche am Markt verfügbaren Abmessungen direkt von den Herstellern auf der Plattform anzubieten. Sind Sie selbst Hersteller von Kantbauteilen? Treten Sie mit uns in Kontakt. Unabhängig von der Größe Ihres Betriebs sind Sie bei orderspot willkommen.
Vielfältige Werkzeuge zum Abkanten
Die Bandbreite unserer teilnehmenden Hersteller spiegelt sich auch in ihren unterschiedlichen Maschinenparks wider. Die präzise Abkanttechnologie eines jeden Herstellers wird in Kombination mit spezialisierten Werkzeugen zum Schlüssel für die Realisierung komplexer Formen von Blechteilen. In den Konstruktionsrichtlinien erhalten Sie essentielle Konstruktionshinweise, die Ihnen ermöglichen, die Bauteile so zu konstruieren, dass die meisten Hersteller die Bauteile ohne Probleme fertigen können.